发布时间:2024-05-14浏览:1186次

虽然3D打印部件有很多优点,但它们通常不防水。花点时间对部件进行防水处理,可以使它们的使用寿命更长,并防止它们受到水的损害。而且,这只需要几个简单的步骤。很多人对"防水"的含义有误解。基本上,防水和不透水是不同的。防水是指水不能渗入(和穿过)部件,而水密是指水既不能进入部件,也不能从部件中流出。在实践中,如果打印件会暴露在雨水或潮湿的气候中,您可能希望它是防水的。至于它是否能保持不漏水则无关紧要。
例如,如果您要3D打印一个汽车零件(如保险杠的一部分),就没有必要让它水密,但它应该是防水的,以确保在反复雨淋的情况下仍能保持完好。另一方面,如果您打印的是一个水瓶,它应该是水密的,以保持液体不流失。
在本文中我们将向您展示一些不同的方法,包括材料选择、切片机设置、后期处理和测试。
一、材质选择

PLA、ABS、PP和PETG是防水印打印件的不错选择(来源:Markforged)
有些材料比其他材料更容易发生化学反应和变形,从而导致部件不防水。如果一种材料对水有反应,那么用这种材料制作的3D打印件在与水接触或放置在潮湿环境中时很可能会变形。因此,选择材料应是您首先考虑的问题。
不过,这并不是唯 一的步骤。虽然某些材料可能标有防水标签,但用其制作的部件可能并不防水。
材料
如果要进行FDM打印,您可能会考虑使用三种主要材料:PLA、ABS和PETG。聚丙烯(PP)虽然不太常见,但由于其防水性能,也是一种值得考虑的材料。让我们来详细了解一下它们。
聚乳酸(PLA):并不是众所周知的最防水的材料,但它确实能起到防水作用。只要与冷水而不是热水接触,它就能正常工作。
ABS:是一种出色的防水打印材料。部件在低温下可能会开裂和变形,但据报道,它的防水性能在其他情况下可以持续很长时间。
PETG:是PET的一种改性材料(用于水瓶),是制作防水打印件的材料。PETG通常被认为是防水的,而且具有出色的耐热性。这种材料可能是印制防水部件的最 佳选择,只要您同时采用其他防水技术。
PP:是防水打印的最 佳选择之一。它本身具有疏水性,能很好地保持水分,并具有良好的耐化学性和抗冲击性。
更多考虑因素
在决定适合您的情况的材料时,必须牢记部件可能暴露的条件(以及暴露的频率)。
食品安全
如果您打算将3D打印部件用于任何与食物或饮料接触的物品,则应使用食品安全材料,如PP或PETG,而不是ABS或ASA。在打印之前,请确保特定长丝的制造商声明其符合食品安全标准。
耐热性
耐热性与部件的防水性没有任何关系,但根据预期的应用,它可能与防水性有关。例如,可在洗碗机中清洗的部件会受到极端温度和大量水的影响,因此材料的选择尤为重要。一定要选择耐热且防水的材料,例如ABS或PETG。
抗紫外线
长时间暴露在阳光下的部件会褪色和变脆。因此,如果您打算打印花园里的物品或自行车配件,值得将聚乳酸升级为ASA等抗紫外线能力更强的材料。
二、切片设置
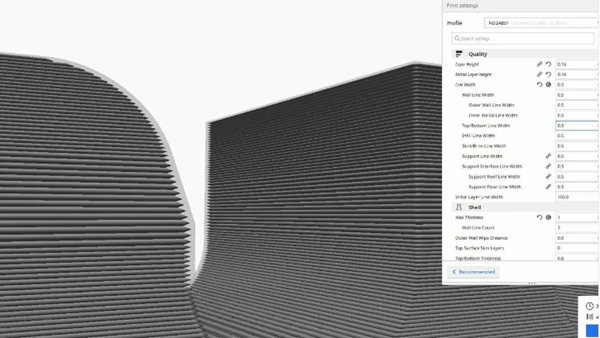
调整层高可以使零件更加防水(来源:Jackson O'Connell via All3DP)
3D打印最重要的因素之一是切片方式和设置。此外,设置决定了3D打印部件的紧密、饱满和保护程度,进而影响其防水性。
需要注意的是,虽然切片的设置在3D打印的防水性方面起着重要作用,但有些模型比其他模型更难防水。具有大量细节的复杂模型更具挑战性,因此一定要确保模型尽可能简单。
对模型进行相应调整后,就可以使用打印设置了。以下是需要考虑的最重要的设置。
挤压
有目的地过度挤出打印件可以使部件更加防水,因为这样可以减少打印件出现缝隙的几率。您可以通过提高切片机中的挤出倍率(有时也称为"流速")来实现这一目的。
您还希望打印的各层之间能更好地粘合,这可以通过提高温度来实现。提高温度也有助于解决过度挤压的问题。
外壳和填充物
您应该增加打印时使用的外壳数量。调整此设置可增加边界,将3D打印的填充部分包裹起来。三个外壳是一个很好的起点,但应根据打印所处的环境和使用的材料增加外壳数量。
例如,如果部件漏水会对您的其他物品造成损害,那么增加外壳的数量也不失为一个好主意。如果您选择的是聚乳酸(PLA)等抗腐蚀性较弱的材料,那么增加外壳的数量就比聚丙烯(PP)等抗腐蚀性较强的材料更为重要。
此外,还可以考虑使用更高的填充比例。这将增加打印的填充物,有助于保持结构的完整性。
喷嘴尺寸
虽然这本身不是切片机设置,但更宽的喷嘴有助于使部件更防水。更宽的喷嘴意味着更厚的挤出线,包括部件的外壳。无论有多少外壳,更厚的外壳意味着在打印过程中,外壳意外打印薄到足以形成孔洞或缝隙的可能性更小。当然,不管有没有更厚的喷嘴,更多的壳体只会有助于防水打印。
层高
使用较低的图层高度设置可以提高打印的防水性,因为这样可以创建更密集的图层,更有利于防水。较小的层高还能提高层的附着力,因此即使多花一点打印时间,最终得到的物体也不易开裂和渗漏。

3D打印后处理:清洗、退火、着色
导读:增材制造过程设计多个步骤,只有每一步精益求精才有最终精密的零部件,这包括建模阶段、打印阶段等。一旦3D打印机的工作完成后,通常需要对零件本身进行加工:这就是后处理。后处理是指零件在拿出机器后执行的所有工作,包括但不限于清洗、表面处理、退火甚至着色。3D 打印中的后处理技术与制造过程本身一样多种多样,并且每种都有自己的特定要求。但是为什么这一步是 3D 打印的关键呢?3D打印后处理的市场结构如何?南极熊邀您一起去寻找答案。

3D 打印中的后处理主要用于改善制造零件的美观性和其性能。例如,使表面更光滑或对组件进行退火以增加其强度并改变其导电性。虽然一些后处理技术也可用3D打印过程,但是大部分后处理技术是基于其他制造方式的,而非增材制造。增材制造过程中的后处理技术会有些不同,比如FDM 零件的处理方式必须与金属零件不同。因此,后处理是3D打印过程中需要考虑的一个重要方面。

△后处理用于提高 3D 打印部件的美观度(照片来源:Sinterit)
后处理方法介绍
●首先是零件的清洗。零件的清洗包括很多,比如脱焊、冲洗、刷洗、吹气等。目标是去除所有多余的粉末或者树脂材料。根据使用的打印过程,此步骤将花费不等的时间。例如,对于粉末烧结,这通常是一个十分耗时的步骤,会增加制造时间。
●第二类是退火。这一步主要是提高零件的温度以改善其机械性能。这些机械性能包括耐热性、紫外线性,甚至它的强度或热稳定性。这一步主要涉及聚合物部件——例如,对于树脂工艺,有直接设计用于特定打印机的“固化”机器。对于粉末粘合或间接金属 3D 打印工艺,必须经过脱脂,然后通过合适的烘箱进行烧结。因此,退火技术常用于改善零件的最终性能和功能。
7大类主流的3D打印技术,一文全部看懂
有许多人认为3D打印就是从热喷嘴中挤出材料并堆叠成形状,但其实3D打印远不止于此!今天南极熊将介绍七大类3D打印工艺,即使是3D打印小白也能清晰地区分不同的3D打印工艺。

事实上,3D 打印也称为增材制造,是一个总称,涵盖了几种截然不同的 3D 打印工艺。这些技术是天壤之别,但关键过程是相同的。例如,所有 3D 打印都从数字模型开始,因为该技术本质上是数字化的。零件或产品使用计算机辅助设计 (CAD) 软件设计或从数字零件库获取的电子文件。然后设计文件通过特殊的构建准备软件将其分解成切片或层以进行 3D 打印,生成3D打印机要遵循的路径指令。接下来您将了解这些技术之间的区别以及每种技术的典型用途。
为什么是 7 种类型?
增材制造的类型可以根据它们生产的产品或使用的材料类型来划分,国际标准组织 (ISO) 将其分为七种一般类型(但这七个3D打印类别也难以涵盖越来越多的技术子类型和混合技术)。:
●材料挤出
●还原聚合
●粉床融合
●材料喷射
●粘合剂喷射
●定向能沉积
●片材层压
一、材料挤出
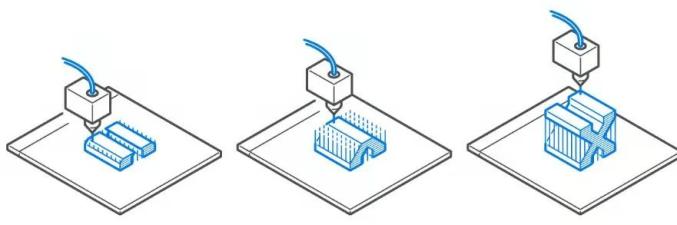
△材料挤出3D打印
材料挤出顾名思义:材料通过喷嘴挤出。通常情况下,这种材料是一种塑料细丝,通过一个加热的喷嘴进行熔化和挤出。打印机沿着通过软件得到的工艺路径将材料放置在构建平台上。然后灯丝冷却并凝固形成固体物体。这是最常见的 3D 打印形式。乍一看这听起来很简单,但考虑到挤出的材料,包括塑料、金属、混凝土、生物凝胶和各种食品,这其实是一个非常广泛的类别。这种类型的 3D 打印机价格从100美元到七位数不等。
●材料挤出的子类型:熔融沉积建模 (FDM)、建筑 3D 打印、微型 3D 打印、生物 3D 打印
●材料:塑料、金属、食品、混凝土等
●尺寸精度:±0.5%(下限±0.5mm)
●常见应用:原型、电气外壳、形状和配合测试、夹具和夹具、熔模铸造模型、房屋等。
●优势:成本最 低的 3D 打印方法,材料范围广
●缺点:通常材料性能较低(强度、耐用性等),通常尺寸精度不高
1.熔融沉积成型 (FDM)

△FDM 零件可以在各种 3D 打印机上用金属或塑料制成
FDM 3D 打印机是一个价值数十亿美元的市场,拥有数以千计的机器,从基本型号到制造商的复杂型号。FDM机器被称为熔丝制造 (FFF),这是完全相同的技术。与所有 3D 打印技术一样,FDM 从数字模型开始,然后将其转换为3D打印机可以遵循的路径。使用 FDM,将线轴上的一根(或一次几根)灯丝装入 3D 打印机,然后送入挤出头中的打印机喷嘴。打印机喷嘴或多个喷嘴被加热到所需温度,使灯丝软化,从而使连续的层连接起来形成一个坚固的部件。
当打印机沿 XY 平面上的指定坐标移动挤出头时,它会继续铺设第 一层。然后挤出头上升到下一个高度(Z 平面),重复打印横截面的过程,一层一层地构建,直到物体完全成型。根据对象的几何形状,有时需要添加支撑结构以在打印时支撑模型,例如,如果模型具有陡峭的悬垂部分。这些支撑在打印后被移除。一些支撑结构材料可以溶解在水或另一种溶液中。

△FDM 3D 打印机为业余爱好者、小型企业和制造商提供范围广泛的机器(来源:Creality、Raise3D、Stratasys)
2.3D生物打印
△3D 生物打印与传统 3D 打印类似,但原料差异很大
3D 生物打印或生物 3D 打印是一种增材制造工艺,其中将有机或生物材料(例如活细胞和营养素)结合起来以创建类似组织的天然三维结构。换句话说,生物打印是一种3D打印,可以生产从骨骼组织和血管到活组织的任何东西。它用于各种医学研究和应用,包括组织工程、药物测试和开发,以及创新的再生医学疗法。3D 生物打印的实际定义仍在不断发展。从本质上讲,3D 生物打印的工作原理与 FDM 3D 打印类似,并且属于材料挤出系列。(尽管挤出并不是唯 一的生物打印方法)
3D 生物打印使用从针排出的材料(生物墨水)来创建打印层。这些被称为生物墨水的材料主要由活物质组成,例如载体材料中的细胞——如胶原蛋白、明胶、透明质酸、蚕丝、海藻酸盐或纳米纤维素,充当结构生长和营养物质的分子支架,提供支持。

什么是3D打印
3D打印(3DP)即快速成型技术的一种,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。
3D打印通常是采用数字技术材料打印机来实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。该技术在珠宝、鞋类、工业设计、建筑、工程和施工(AEC)、汽车,航空航天、牙科和医疗产业、教育、地理信息系统、土木工程、枪支以及其他领域都有所应用。

